| 丂 |
 |
儌乕僞乕慻棫儔僀儞偺岺掱偽傜偟傪徯夘偡傞丅
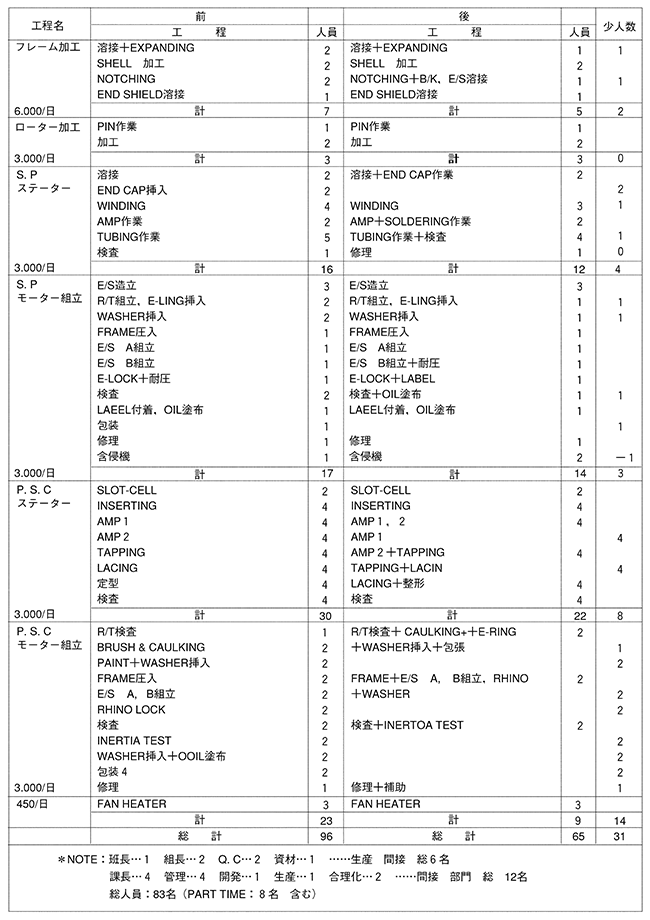
恾侾亅俉傪尒偰傎偟偄丅忋恾偑夵慞慜丄壓恾偑夵慞屻偱偁傞丅俈柤偐傜係柤傊丄俁柤偺彮恖壔偵惉岟丅
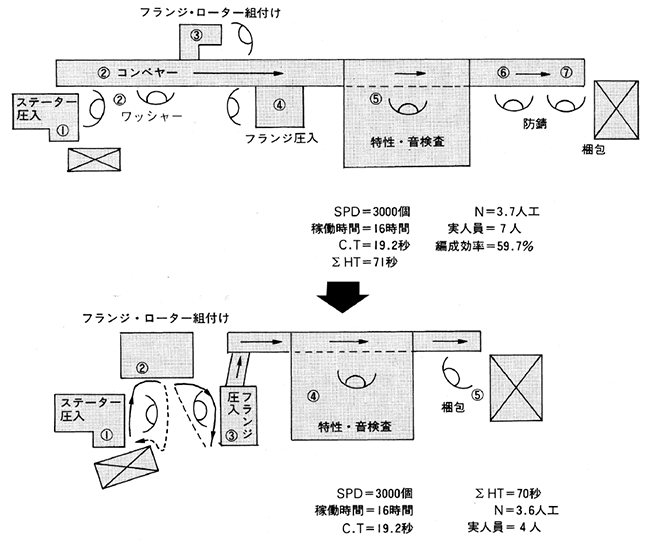 |
| 恾侾亅俉丂儌乕僞乕慻棫儔僀儞夵慞 |
- 侾乯儌乕僞乕慻棫儔僀儞偺嵟戝偺儉僟偼丠
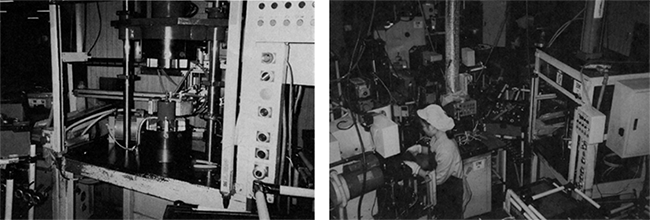
夵慞慜偼丄捈慄僐儞儀儎乕偺嵗傝嶌嬈偱偁偭偨丅
丂(1)丂僗僥乕僞乕埑擖
丂(2)丂儚僢僔儍乕慻晅偗
丂(3)丂僼儔儞僕丒儘乕僞乕慻晅
丂(4)丂僼儔儞僕埑擖
丂(5)丂摿惈壒専嵏
丂(6)丂僔儍僼僩杊嶬
丂(7)丂崼曪
|
H.T亖10昩
H.T亖俉昩
H.T亖俇昩
H.T亖12昩
H.T亖17昩
H.T亖俋昩
H.T亖俋昩
|
C.T19.2昩偵懳偟丄嵟戝偱13.2昩偺庤懸偪偑敪惗偟偰偄偨丅傑偨曇惉岠棪偼乮E乯偼
 庤懸偪棪偼100亾亅俤偵側傞偐傜40.3亾傕弌偰偄偨丅尨場偺戞侾偼丄婡庬曄峏帪僐儞儀儎嶌嬈偺妱摉曻擟丄戞俀偼僐儞儀儎乕偵傛傞嵗傝嶌嬈丅僐儞儀儎乕偽傜偟偐傜拝庤偟偨丅
庤懸偪棪偼100亾亅俤偵側傞偐傜40.3亾傕弌偰偄偨丅尨場偺戞侾偼丄婡庬曄峏帪僐儞儀儎嶌嬈偺妱摉曻擟丄戞俀偼僐儞儀儎乕偵傛傞嵗傝嶌嬈丅僐儞儀儎乕偽傜偟偐傜拝庤偟偨丅
- 俀乯儌乕僞乕慻棫儔僀儞偺岺掱愝寁偺婎杮丅
U儔僀儞偯偔傝偵傛傞彮恖壔偺栚昗払惉偵岦偐偭偰傕偆堦搙僾儘僕僃僋僩儊儞僶乕傪廤傔丄儌乕僞乕慻棫U儔僀儞偺岺掱愝寁偵偮偄偰曌嫮夛傪幚巤偟偨丅
梫揰偼丄
丂(1)丂彆偗偁偄偑偱偒傞傛偆偵僐儞儀儎乕傪偲傞丅
丂(2)丂僔儍僼僩傪婎弨偲偟偨帯嬶傪奺岺掱偵愝抲偡傞丅
儌乕僞乕偺壛岺婎弨偼僔儍僼僩偱偁傞丅僔儍僼拞怱偱壛岺偡傞偙偲偑儌乕僞乕慻棫偺婎杮偱偁傞丅偙偺偙偲傪孞傝曉偟儗僋僠儍乕偟偨丅
丂(3)丂堎忢敪惗帪偼儔僀儞傪巭傔傞丅
愝旛僩儔僽儖傪側偔偡偵偼丄尰峴斊戇曔偵傛傞敪惗尨場彍嫀偑堦斣偩偐傜丄僠儑僐僥僀懳嶔朄傪晛媦偟偨丅
- 俁乯懄幚慔
俁偮偺婎杮僐儞僙僾僩傪儀乕僗偵俀擔娫懄幚慔傪俁夞孞傝曉偟偨丅
丂(1)丂僼儔儞僕埑擖岺掱傑偱係柤傪俀柤丄俀柤彮恖壔丅
丂(2)丂僼儔儞僕埑擖傑偱偺僐儞儀儎乕傪揚嫀丅
丂(3)丂僔儍僼僩杊嶬岺掱傪娙堈帺摦壔偟丄侾柤彮恖壔丅
崌寁俁柤偺彮恖壔偵惉岟偟偨丅
| 帠椺俇 | 丗儌乕僞乕慻棫儔僀儞夵慞乮Part俀乯乽楢寢U儔僀儞偵挧愴乿 |
奺僌儖乕僾偺U儔僀儞壔偵惉岟偟偨偺偱丄楢寢戝U儔僀儞偵挧愴偡傞偙偲偵偟偨丅
慻晅偗儌僕儏乕儖偲慻棫儌僕儏乕儖傪楢寢偟丄慻晅偗偐傜慻棫姰惉傑偱偺堦娧儔僀儞偯偔傝偱偁傞丅嶰惎僄儅僜儞偱偼丄儘乕僞乕慻晅偗偺U儔僀儞偲儌乕僞乕慻棫偺U儔僀儞偺楢寢偼丄偡偱偵廔傢偭偰偄傞偺偱丄戝U儔僀儞傪偹傜偆偙偲偵偟偨丅
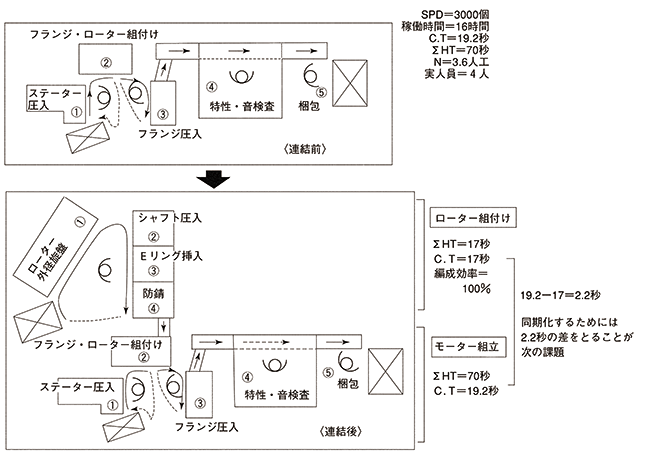
- 侾乯懄幚慔
恾侾亅俋傪尒偰偄偨偩偒偨偄丅忋懁偼楢寢慜丄壓懁偼楢寢屻偱偁傞丅儘乕僞乕慻晅偗偺侾恖U儔僀儞偲帠椺俆偱偺儌乕僞乕慻棫U儔僀儞傪僪僢僉儞僌偝偣偨丅偦偺寢壥丄儘乕僞乕慻晅偗偲儌乕僞乕慻棫娫偵巇妡傝昳偼僛儘偵側偭偨丅
- 俀乯怴偨側儉僟敪惗
傕偆堦搙恾侾亅俋偺楢寢屻傪尒偰偄偨偩偒偨偄丅儘乕僞乕慻晅偗偼丄侾恖U儔僀儞偱偁傞偐傜E偼100亾偱偁傞丅偟偨偑偭偰丄E偺儉僟偼側偄丅偨偩偟丄C.T亖17昩偱偁偭偨丅
慻棫懁偼丄C.T亖19.2昩偲2.2昩偺嵎偑惗偠偨丅楢寢偵傛傞晄摨婜偺儉僟偑敪惗偟偨偺偱偁傞丅
偙傟偼廻戣偵偟偨丅師夞偺懄幚慔偺帪丄偲傞梊掕偱偁傞丅
乽2.2昩偺暻傪偲傟乿
2.2昩偺暻傪偲傝丄摨婜壔楢寢U儔僀儞偵偡傞偨傔丄嵞傃懄幚慔傪奐巒偟偨丅
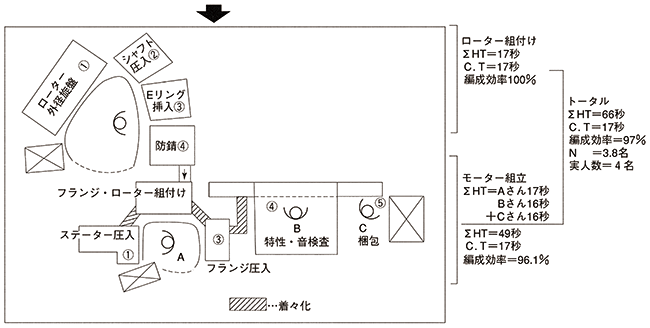
恾侾亅10傪尒偰偄偨偩偒偨偄丅寢榑偐傜偄偊偽丄帠椺俇偺夵慞傛傝偝傜偵侾柤彮恖壔偟丄偐偮摨婜壔偵惉岟偟偨丅曇惉岠棪E傕97亾偲丄傑偁傑偁偺悢帤偱偁傞丅
- 侾乯夵慞偺愗傝岥偼丠
夵慞偺愗傝岥偼丄H.T偺M.T壔偱偁傞丅偙傟傑偱偼恖娫拞怱偺庤懸偪偺儉僟傪偲傝丄岠棪傪崅傔偰偒偨丅帠椺俈偱偼丄偦傟偵僾儔僗偟偰M.T壔偵拝庤偡傞偙偲偵偟偨丅庤埖偄帪娫H.T傪婡夿帪娫M.T偵抲偒姺偊丄H.T偦偺傕偺傪抁弅偟傛偆偲偄偆栿偱偁傞丅
- 俀乯夵慞撪梕
S幮偱偼丄M.T壔偺傂偲偮偲偟偰丄拝乆壔傪峴偭偨丅
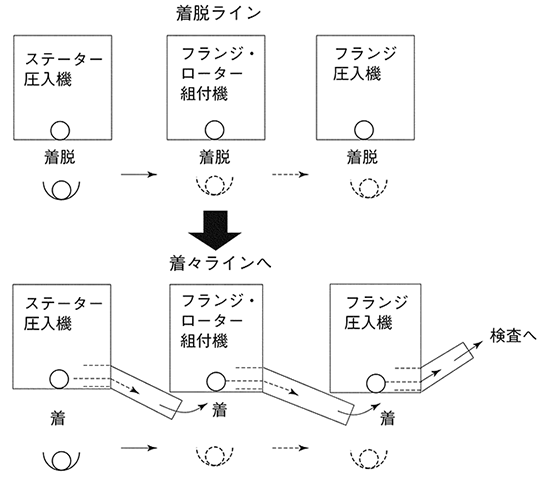
慻棫U儔僀儞偺拞偵偼丄僗僥乕僞乕埑擖婡丄僼儔儞僕埑擖婡偺俁偮偺愝旛偑偁傞丅偙偺愝旛傪巊偭偰嶌嬈偡傞偨傔偵偼丄愝旛偵儚乕僋傪庢傝晅偗傞乬拝乭偲丄壛岺屻庢傝弌偡乬扙乭傪孞傝曉偡偙偲偵側傞丅偦偺乬扙乭偺嶌嬈偵偼偹弌偟傪晅偗M.T壔偟偨丅恖娫偼丄庢傝晅偗偺乬拝乭偩偗傪峴側偆傛偆偵偡傞丅偙傟傪拝乆壔偲偄偆丅恾侾亅11偑偦傟偱偁傞丅
 |
| 恾侾亅俋丂楢寢倀儔僀儞夵慞 |
 |
| 恾侾亅10丂侾屄棳偟摨婜壔楢寢倀儔僀儞夵慞 |
 |
| 恾侾亅11丂拝扙儔僀儞傪拝乆儔僀儞傊 |
- 俁乯夵慞偺惉壥
拝乆壔偵傛偭偰儚乕僋庢傝晅偗丄庢傝奜偟偺H.T傪敿暘偵偡傞偙偲偑偱偒偨丅
侾夞摉偨傝5.5昩亊俁岺掱亖16.5昩偺抁弅偱偁傞丅傑偨丄岺掱娫偺壖抲偒傕側偔側傝丄侾屄棳偟偵儕僘儉偑偮偔傛偆偵側偭偨丅乮幨恀侾亅係嶲徠乯丅
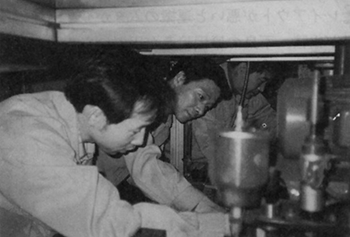
傕偆堦搙丄恾侾亅10傪尒偰偄偨偩偒偨偄丄僗僥乕僞乕埑擖偐傜僼儔儞僕埑擖傑偱傪俀柤偐傜侾柤彮恖壔偟偰偄傞丅儘乕僞乕慻晅偗傪侾柤丄儌乕僞乕慻棫専嵏慜傑偱侾柤偺摨婜壔楢寢U儔僀儞偺姰惉偱偁傞丅幨恀侾亅俆偑偦傟偱偁傞丅庤慜偺彈惈偑儌乕僞乕慻棫偺U儔僀儞傪扴摉偟丄墱懁偺彈惈偼丄儘乕僞乕慻晅偗偺U儔僀儞傪扴摉偟偰偄傞丅
 |
幨恀侾亅係丂僼儔儞僕埑擖婡偺拝乆壔
乮僼儔儞僕埑擖屻丄僴儞僪偵偰儌乕僞乕傪
師岺掱偵塣斃偟偰偔傟傞乯 |
幨恀侾亅俆丂楢寢倀儔僀儞
|
係丏拝乆儔僀儞偺惉壥
夵慞偺栚揑偼丄棙塿岦忋偱偁傞丅棙塿偺弌側偄夵慞偼丄夵慞偲偄偊側偄偐傕抦傟側偄丅S幮偺応崌偼愒帤傪崟帤偵偡傞偲偄偆戝栚揑偑偁偭偨偺偱悢帤偱尒傞偙偲偵偟偨丅昞侾亅俀丅
| 昞侾亅俀丂俽幮彮恖壔儔僀儞偯偔傝偺惉壥 |
 |
彮恖壔偺惉壥偼寁31柤丅栺1/3壔彮恖壔偟偨寁嶼偵側傞丅
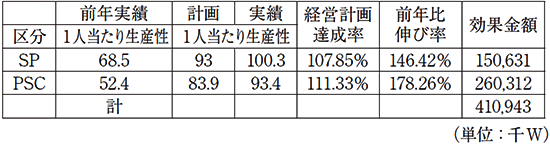
昞侾亅俁傪尒偰偄偨偩偒偨偄丅侾恖摉偨傝偺惗嶻惈偼丄SP儌乕僞乕偱46亾傾僢僾丄PSC儌乕僞乕偱偼78亾傕傾僢僾偟偰偄傞丅夵慞岠壥嬥妟偼係壄1,000枩W乮擔杮墌偱5,500枩墌乯偵側傞丅
偦偺寢壥丄棙塿棪偼夵慞慜偼亅俆亾丄夵慞屻亄俆亾丄扨寧偱偼丄亄13.5亾偺棙塿傪弌偟偰偄傞丅侾擭娫偱愒帤偑俀働僞偺崟帤偵側偭偨丅惉岟偺梫場偼浟暃幮挿傪偼偠傔夵慞僾儘僕僃僋僩儊儞僶乕乮幨恀侾亅俇乯丄偦偟偰懡偔偺廬嬈堳丄摿偵彈惈僆儁儗乕僞乕偺嫤椡偺寢壥偱偁傞丅
| 昞侾亅俁丂惗嶻惈岦忋幚愌 |
 |
 |
| 幨恀侾亅俇丂懄幚慔拞偺夵慞僾儘僕僃僋僩儊儞僶乕 |
俆丏70亾傾僢僾惉岟偺旈實
戞侾偺旈實偼儗僀傾僂僩夵慞偵偁傞丅
儗僀傾僂僩偑埆偄偲塣斃偺儉僟偑敪惗丄巇妡傝昳偑嶳愊丄晄椙偺尨場捛媦偑崲擄偵側傞丅晄椙偺儉僟傕戝偒偄丅晄椙敪惗偑栚偱尒偰暘偐傞儗僀傾僂僩偵偡傟偽晄椙偼偡偖偵1/2偵側傞丅
岺応儗僀傾僂僩夵慞偺戞侾偺拝娽揰偼丄傑偢崙摴傪偮偔傞丅戞俀偼奺儔僀儞偺岺掱愝寁傪僀儊乕僕偡傞丅戞俁偼捠楬偵岦偐偭偰懳岦U儔僀儞傪敪憐偟偰儗僀傾僂僩偡傞偙偲偱偁傞丅
戞俀偺旈實偼岺掱偽傜偟偱偁傞丅
尰儔僀儞傪斲掕偡傞丅摿偵捈慄儔僀儞偺儉僟偼嬻庤栠傝偑俈亾埲忋偁傞偐傜丄偙傟傪偲傞丅偦偺曽朄偼U儔僀儞偵偡傟偽偲傟傞丅
偦偺帪丄儼HT乛CT亖値恖偱彮恖壔儔僀儞傪偮偔傞丅愗傝岥偼儔僀儞曇惉岠棪E偱偁傞丅
戞俁偺旈實偼挿偑寛堄偟丄柦椷偡傞偙偲偱偁傞丅
S幮浟暃幮挿偼丄孯戉偱偄偆偲楢戉挿僞僀僾偱寛抐椡傪帩偭偰偄傞丅昅幰偼偳偪傜偐偲偄偆偲嶲杁偱偁傞丅愒帤傪崟帤傊偲偄偆愴棯僾儘僙僗偼偡偖偵敪憐偱偒傞偑丄寛抐椡偑側偄丅
昅幰偑柪偭偰偄傞偲丄浟暃幮挿偼乽巹偺愑擟偱傗傜偣傑偡偐傜偛怱攝側偔乿偲尵偄丄捈偪偵寛抐丄柦椷偲偟偰幚峴偝偣傞丅偙偺柦椷偺偍偐偘偱惉岟偟偨偲巚偆丅
戞係偺旈實偼夵慞愱栧偺慻怐傪偮偔傞偙偲偩丅
栚揑偼丄S幮撪偵夵慞儅儞偺僾儘傪梴惉偡傞偙偲偱偁傞丅幨恀侾亅俇偺夵慞僾儘僕僃僋僩儊儞僶乕俆柤偺偍偐偘偱偁傞丅
戞俆偺旈實偼懄幚慔偺崌尵梩偱偁傞丅
S幮偱偺崌尵梩偼丄
丂(1)丂僐儞儀儎乕傪偽傜偟丄棫偪嶌嬈偵偟傛偆丅
丂(2)丂U儔僀儞傪偮偔傠偆丅
丂(3)丂僔儍僼僩拞怱偺帯嬶傪愝抲偟傛偆丅
丂(4)丂堎忢敪惗帪偼儔僀儞傪巭傔傛偆丅
戞俇偺旈實偼M.T壔偱偁傞丅
彮恖壔偺旈實偼丄儉僟偲傝傕偁傞偑丄H.T傪M.T壔偵偡傞偙偲偩丅傑偢丄H.T偲M.T偺斾棪偼俈丗俁偵傕偭偰偄偔丅
戞俈偺旈實偼俀擔娫偺懄幚慔朄
僩儓僞偼俀僇寧偵侾夞傗傟偲偄偆丅塱懕偼椡側傝偱偁傞丅俀擔娫偺懄幚慔傪塱懕偝偣崻婥傛偔傗傞丅偦偟偰偦偺擔敪尒偟偨儉僟偼丄偦偺擔偵偲傞丅
埲忋偺俈崁栚偑70亾傾僢僾偝偣偨旈實偱偁傞丅婱幮岺応傕偩傑偝傟偨偄偲巚偄俈偮偺億僀儞僩傪幚峴偡傟偽丄岺掱偽傜偟偺惉壥偼弌傞丅昳幙偼曐徹偡傞丅
S幮儌乕僞乕岺応偺岺掱偽傜偟偼丄抁婜娫偱惉岟偲巚偆丅96柤傪65柤偵丅彮恖壔31柤彮恖壔棪栺30亾偩偐傜偱偁傞丅
傕偆堦搙丄恾侾亅係偺夵慞屻偺岺応儗僀傾僂僩傪尒偰傎偟偄丅PSC偲SP偺俀婡庬傪惗嶻偟側偑傜丄岺掱暘抐偑悘強偵偍偒偰偄傞偐傜偱偁傞丅
S幮偼岺応偽傜偟偼丄偍嬥偺搒崌忋偱偒側偐偭偨偺偱偁傞偑丄巻忋偱偼帺桼偵偱偒傞丅奆偝傫偼偳偺傛偆側乽岺応偽傜偟乿傪偟傑偡偐丄帺桼偵敪憐偟偰傎偟偄丅
- 柺搢偱傕丄傕偆侾夞丄俁擭屻偺PQ暘愅傪偡傞丅PSC偲SP儌乕僞乕偺検嶻岺応偲偡傞丅
- 壛岺婡宱楬暘愅傕摨偠偲偡傞丅
- 儗僀傾僂僩峔憐
侾乯拞墰偵崙摴丅崙摴偵偦偭偰撪懁偵PSC儔僀儞丅奜傑傢傝偵検偺彮側偄SP偺儔僀儞傪儗僀傾僂僩偡傞丅
俀乯岺応偺憢懁偼導摴丅
俁乯帠柋強偼拞墰偵拞俀奒丄椉懁偵媥宔強丄僩僀儗丄愻柺強丄扙堖強丅彫媥宔強偼儔僀儞僒僀僪丅
係乯嵍懁擖岥偼嵽椏僗僩傾乕丄塃懁弌岥偵偼惢昳僗僩傾乕丄偐傫偽傫壔偟屻堷偒偵偡傞丅
俆乯AM丄嵽晹昳擖壸丄PM丄惢昳弌壸丄偙偆偡傟偽娫愙恖堳偑1/2偵側傞丅恾侾亅12嶲徠丅
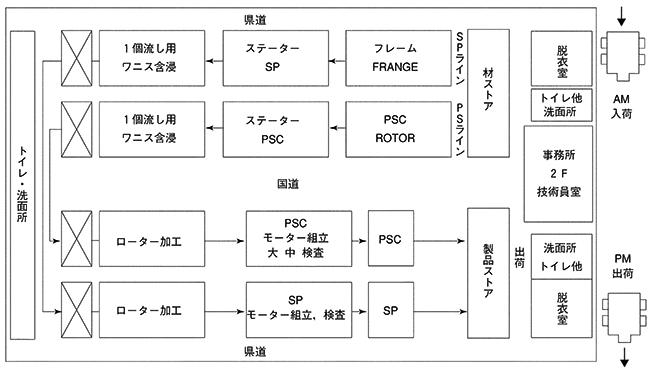 |
| 恾侾亅12丂巹偺岺応偽傜偟埬 |
-
- 摉楢嵹偼乽岺応儗僀傾僂僩夵慞媄弍乿傛傝丅
|


