|
【連載:工場ばらしのすすめ5】 第5回 応用実践篇2
|
| (株)付加価値経営研究所 所長 関根 憲一 |
| (1) |
5Sの起源は海軍の2S 整理とはあらゆるものにすじ(道理)が通った状態にしておくことをいう。たとえば、潜水艦の3分潜水、零戦の30秒発進など、なにひとつムダのない、すじの通ったプロセスにしておく。ところが、海軍の欠点は、予定は未定にし、しばしば変更すること得である。ミッドウェイにおける爆弾から魚雷への切替作業は残念ながら9分以上かかった(図2-1)。その結果、赤城の甲板は敵の急降下爆弾にやられ穴があいてしっまった。原因は日頃の頭の整理整頓の2S不十分と言われていた。爆弾から魚雷に切替える必要がないのに、敵空母には魚雷という固定概念がそうさせたのである。命令者の頭のなかの整理、整頓がきちんと出来ていなかったのが、ミッドウェーの敗戦の原因であった。以上の理由から海軍はすべて2Sが基本になっている。2Sの基礎はハンモックの2S訓練、前段取りにあったように記憶している。(以下、省略) 以上のように、工場の責任者が、工場ばらしより2Sの方が大切だと信じこんでいる場合は成功しない。 即、辞退することにした。
|
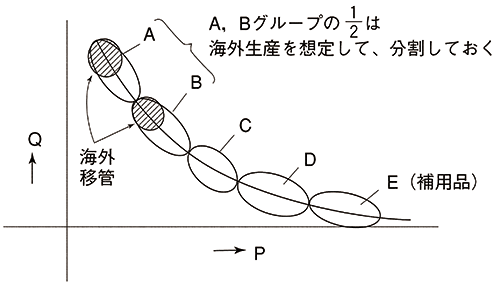 |
| 図2-2-1 多品種工場のPQ分析 |
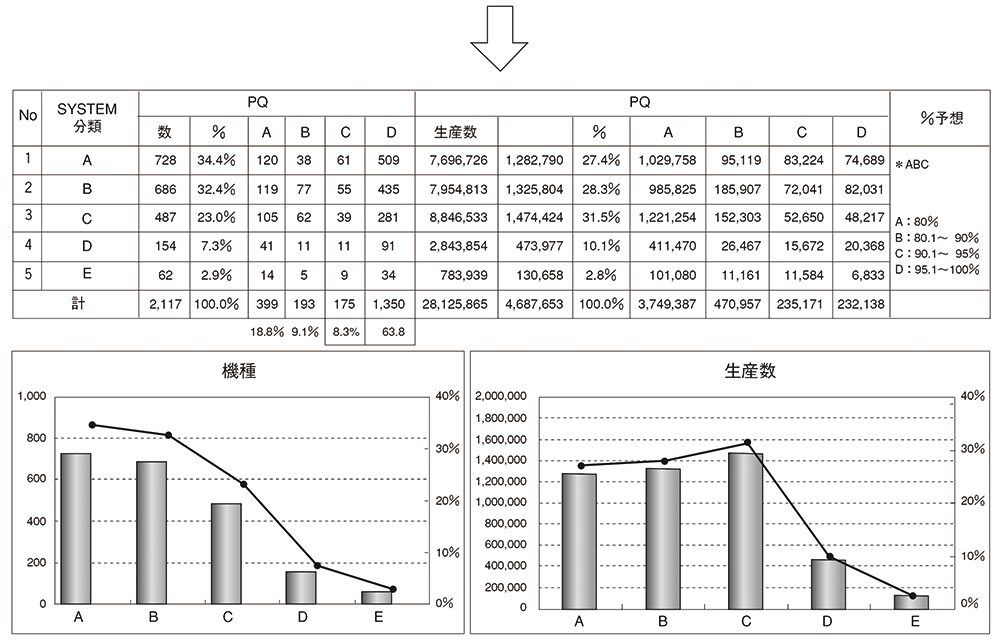 |
| 図2-2-2 H社の3年後のPQ分析 |
| (1) | アメリカのIEは、[1] 単純化(Simple)、[2] 標準化(Standard)、[3] 専門化(Specialist)の3つの技法から成立している。原因の1つは旧約聖書の「他人の職をおかすべからず」からだとも言われている。多工程待ち否定の思想がある。 |
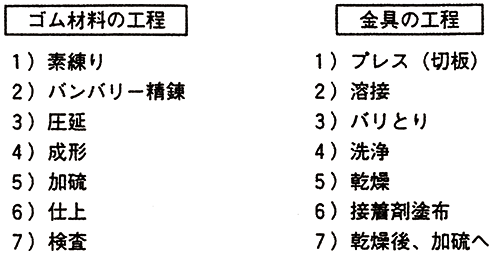 |
| 図2-3 防振ゴム工程 |
| (1) |
A型の専門工場型レイアウト アメリカ型の工場レイアウトとしては、技能別専門工場レイアウトになる。1945年代はほとんどが図2-4のような専門工場スタイルだった。 まず、金具とゴム製造を分離した工場をつくるから、図2-4のような工程の流れになる。 長所は分業化による作業習熟が早い点である。 短所は、
|
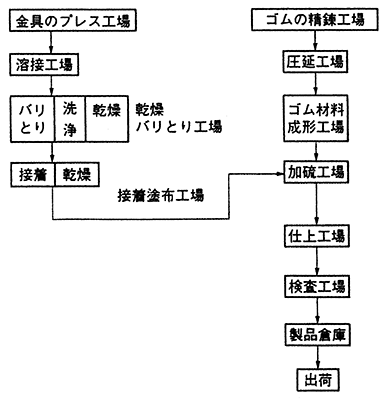 図2-4 専門工場スタイル |
| (2) |
B型のマトリックス型レイアウト 図2-5のように同じ工程はヨコに配置、製品を大きさ、形状別にわけ、タテに流れるようにレイアウトする。流れの早い小物は中央にレイアウトし、国道をつくる。次には両サイドに県道をつくる。 |
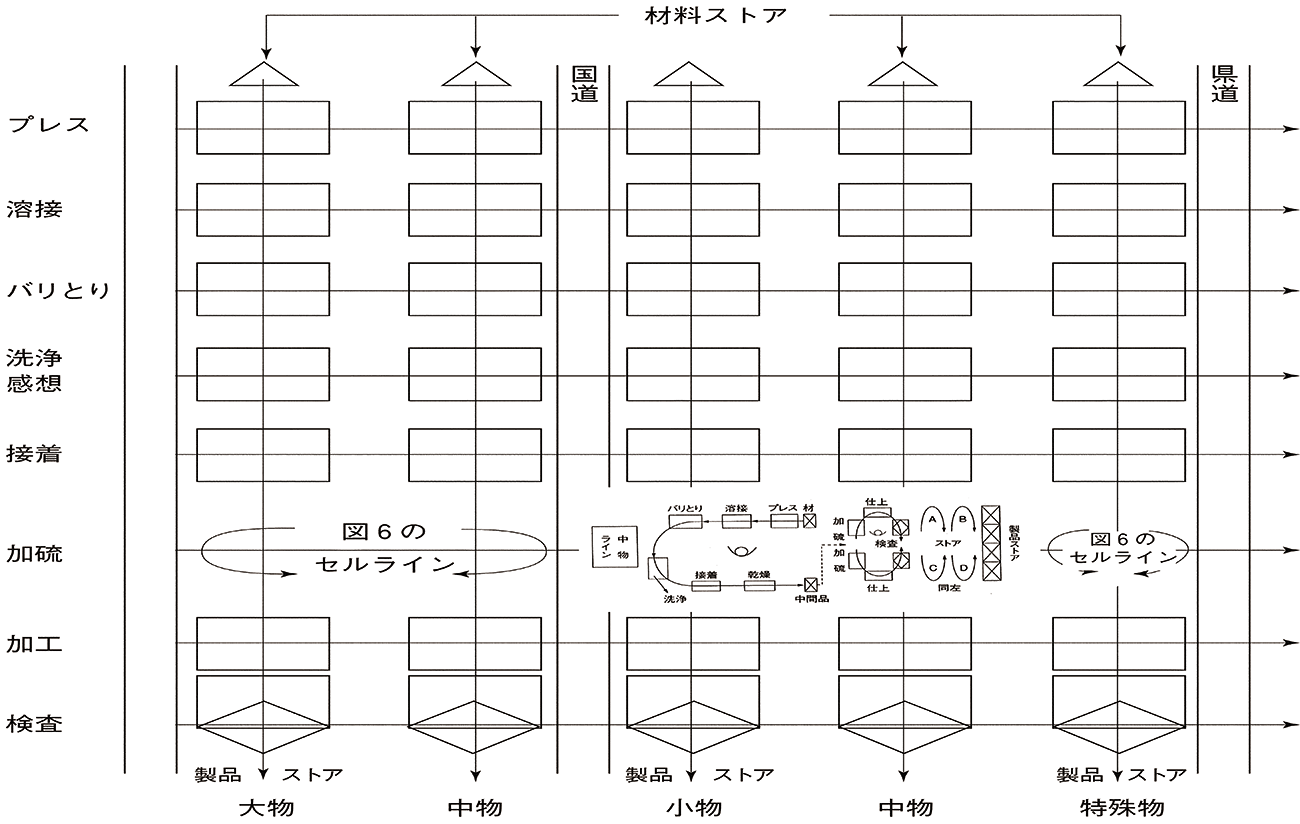 |
| 図2-5 マトリックス型レイアウト |
ΣHTをできるだけ少なくするため、手動設備を簡易自動化設備(MT化)にする。たとえば、インジェクションスタイルの加硫機や自動はねだし機を入れる。ゴム材料はリール方式にする。
|
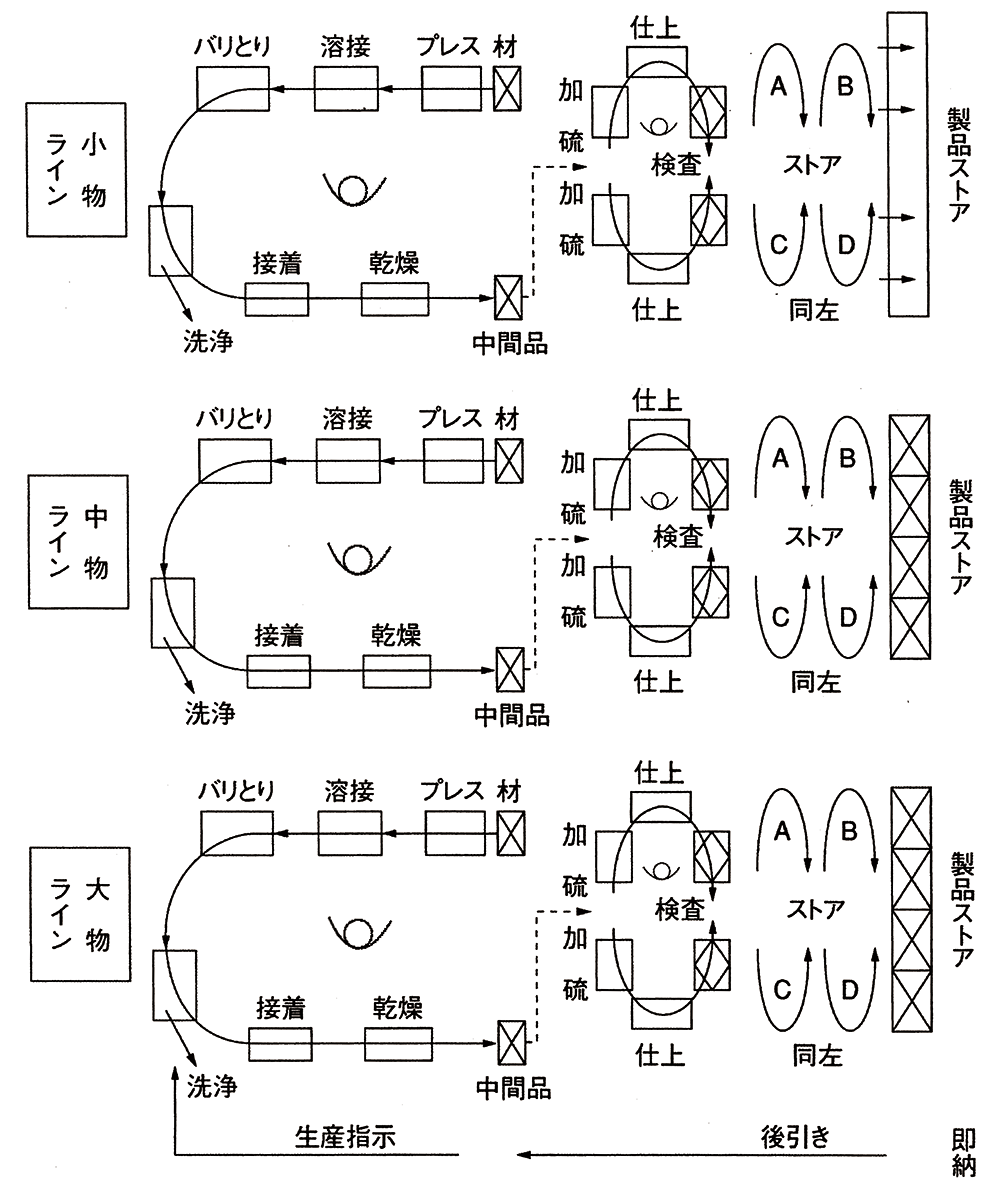
| (3) |
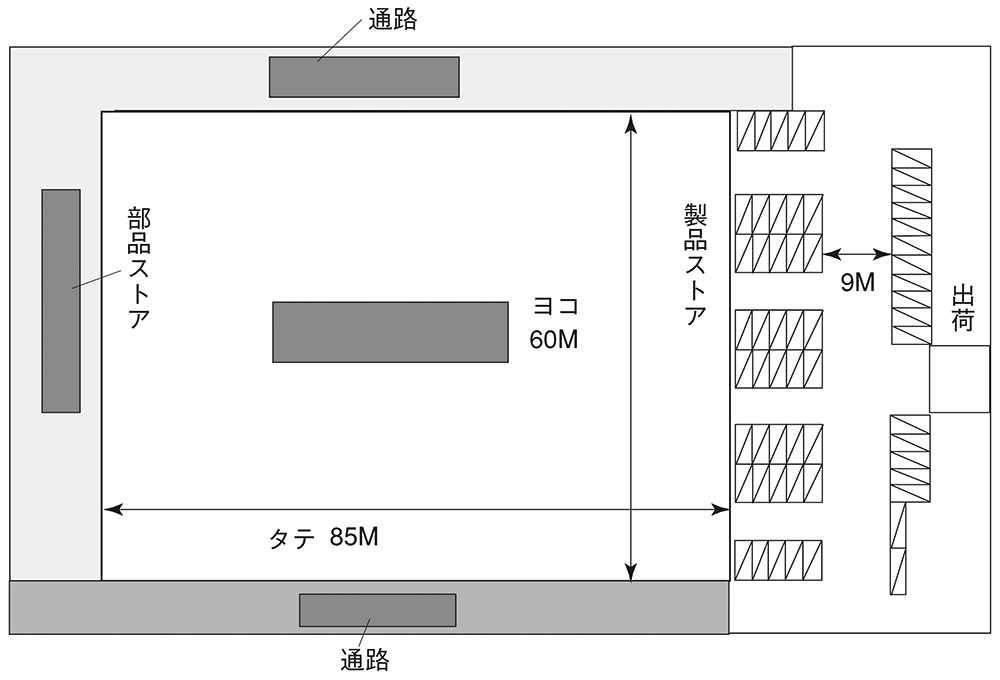
C型・ブロック別セルラインレイアウト 形状別(小、中、大)に前工程と加硫仕上の後工程に分類し、キャッチボール式のレイアウトにし、後引き生産にする。 |
| (1) |
まず、現場に行き、現ライン見て、現実的な運搬のムダとりをマスターすること。
|
||||
| (2) | 現物を2個とって、出来ばえを見る。差異を見る。ちょっとでも違っていたら、差異について質問する。 | ||||
| (3) | 作業者の現実的な動きについてムダがないか、IE的モーションマインドで目的は何か、取置きの動作にムダはないかをみる。以上は、どこの現場に行っても同じである。IEの三現主義という。 | ||||
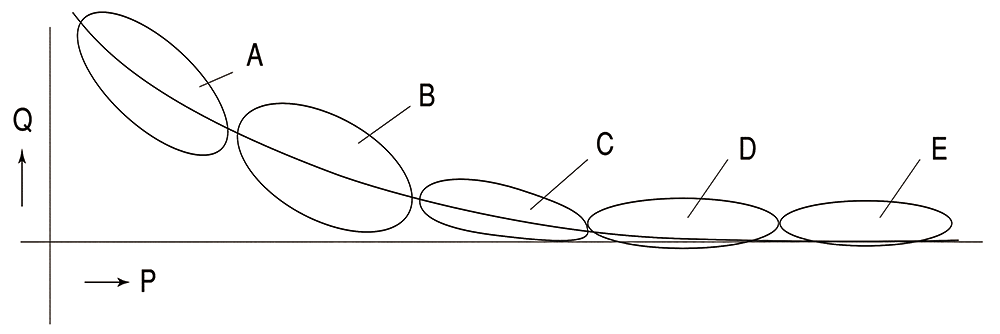
| (4) |
PQ分析で3年後を予測する。 一般的PQ分析は、図2-7のようなパレート分析で昔の標準型2:8型から3:7型、更に多品種変種(特注)小ロットの4:6型になり、現在は変種、変量のランダム受注になっているので実態を把握する。標準型なら強い営業、強い技術者がいるので大成功であるが、私が関連している工場はほとんどが4:6型の変種、変量ランダム受注である。設計と営業が弱い会社である。
絶えず、3年後を予測して、
|
 |
| 図2-8 工場敷地が4:6型 |